| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
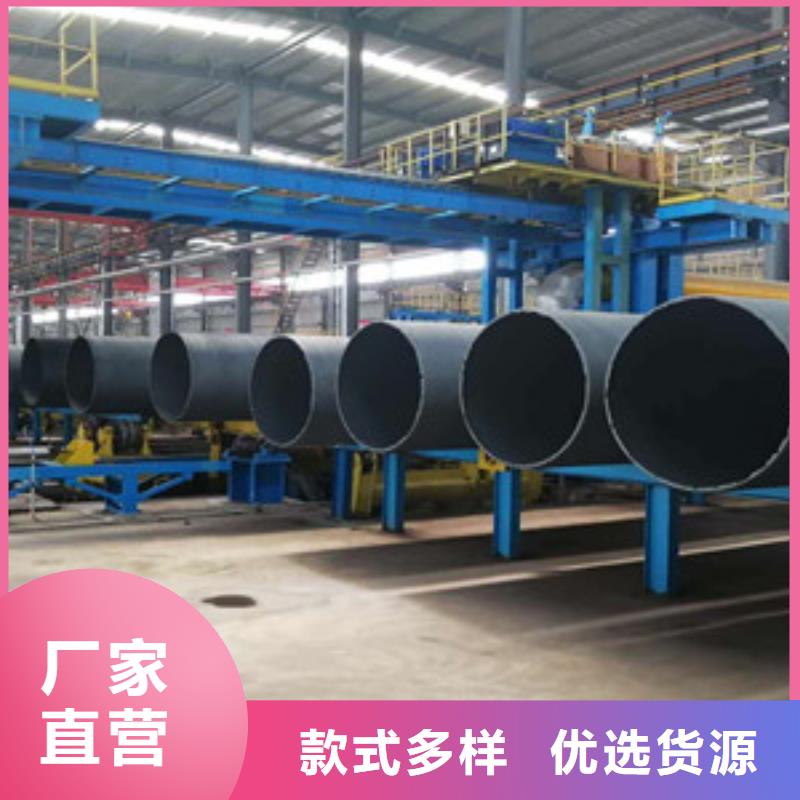
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |






山东聊城格瑞球墨铸铁管灰口铸铁的组织由石墨和基体两部分组成。球墨铸铁管基体可以是铁素体、珠光体或铁素体加珠光体,相当于钢的组织。因此铸铁的组织可以看成是钢基体上分布着石墨。合理控制生产节奏,努力维护市场稳定。球墨铸铁管保持供需平衡是维护重庆焊管市场平稳的重要前提,今年 陆续出台了一系列稳增长。球墨铸铁管扩内需的积极宏观政策,有利于市场需求的稳定。钢铁行业要保持冷静,加强自律,合理控制生产节奏,根据市场需求组织生产,努力促进供需平衡,维护市场稳定。要认真研判国际市场的变化,坚持国际化发展战略,进一步提高国际市场竞争能力。
当前,重庆焊管行业面临的形势有机遇也有挑战,并且机遇大于挑战。全行业要以习总书记新时代中国特色社会主义思想为指导,深入推进供给侧结构性改革,努力巩固去产能成果,紧紧围绕年初理事大会提出的“控产量、稳运行、提质量、降成本、增效益”开展工作,努力提高运行的质量和效益。
球墨铸铁管建立热挤压过程本身所需的热力学条件,挤压筒的预热为重要。挤压筒的预热可以提高其使用寿命。挤压筒预热时,球墨铸铁管为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,球墨铸铁管挤压筒内衬套的结构形式,包括内衬套的内径和形状,内衬套外径与中套内径的配合;除了过盈配合之外,还有多种形式的配合,如图7-4所示。挤压筒内衬套经热处理后,球墨铸铁管其硬度HRC达到40~45;在不重车的情况下,使用寿命达到1500~4000次。除此之外,挤压筒使用时,为了给水将使预应力降低从而,恶化挤压筒套筒的工作能力。
球墨铸铁铸管 抓住机遇,推动行业高质量发展。中央经济工作会议和全国两会报告均指出,要推动制造业高质量发展。钢铁行业要抓住我国经济持续稳定发展的机遇,坚持新发展理念,进一步推进供给侧结构性改革,加强管理,提高效益,创新发展,绿色发展,真正实现结构调整,转型升级。的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。
在熔炼方面, 采用感应电炉或冲天炉--电炉双联熔炼,特别是冲天炉--炉外脱硫--电炉保温的工艺流程能提供优质的高温低硫原铁液。在球化处理方面,现在国内外已有的方法达8种以上,国外广泛采用GF转包法和包盖法,我国也正在推广使用。此外,近年来发展的铁液过滤净化技术也已得到广泛应用,成为提高球墨铸铁质量的一种很好的措施。发展孕育技术 孕育技术推动了高强度灰铸铁的发展,并使球墨铸铁管、蠕墨铸铁的生产更趋完美。凡是经过孕育处理的铸铁,都具有石墨细化、组织均匀和壁厚敏感性小的特点。过去;对孕育技术的发展往往寄希望于开发新的孕育剂,这无疑是必要的。但近年来,孕育方法的改进,特别是迟后孕育,受到了人们的重视。因此,今后在发展孕育剂的同时,可能对孕育技术的研究将转向发展新的孕育方法。
![[漳州]格瑞管业名片](http://ypmimg.qy55.com/UploadImg/3046/new_card.jpg "[漳州]格瑞管业名片")